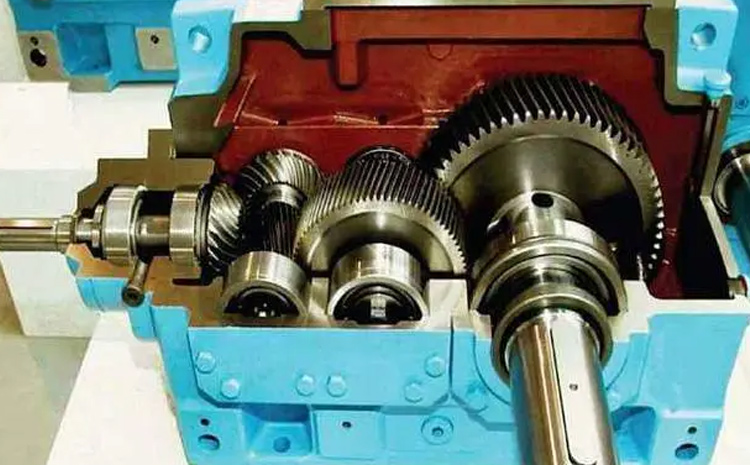
要想修好减速机,首先要认识了解减速机,减速机是一种传动机构,由壳体、轴、轴承、齿轮和安装在壳体中的轴、轴承等部件组成,通过齿轮的啮合传递动力和运动。减速机主要由壳体、轴、齿轮(主要有蜗杆减速箱)和安装在壳体中的轴上的轴轴承、油封等部件组成。减速机维修工艺主要包括5个方面:一是拆解减速机,二是检查轴承,三是检查齿轴,四是壳体检查及安装工作。
一、拆解减速机:
在拆卸、清洗减速机前,首先要检查减速机的油位,若油不足应及时补充。其次要检查减速机有无漏油现象,若有漏油现象应及时维修或更换。再次,检查减速机的冷却系统是否正常,如有不正常应及时维修或更换。最后,检查减速机各部件的连接状况是否良好。
(1)将拆卸的减速机壳体外表面进行除垢清理,然后用煤油清洗;
(2)将减速机内的润滑油放出;
(3)使用专用工具(拉扒器)拆卸减速机皮带轮;
(4)拆减速机输出部分,卸掉端盖紧固螺丝,用顶丝或撬棍将端盖分离,然后用拉扒器和轴承压力机拆出输出轴上的齿轮和轴承;
(5)用同样的方法拆出输入部分的输入轴、齿轮、和轴承;
(6)用轴承压力机压或用铜棒敲击的方法拆出中间轴、齿轮、轴承;
(7)对以上拆出的部件用煤油进行清洗;
(8)检查测量拆出的齿轮、轴承、轴、端盖、壳体、轴承孔,并详细记录尺寸;

二、减速机维修检修轴承:
(1)用拉扒器或轴承压力机将轴承拆出,用煤油进行清洗;
(2)查看轴承磨损状况,晃动轴承,测量轴、径向间隙(0.02-0.2mm),转到轴承听其声音,查看滚珠和沟槽表面磨损程度,有无斑点和退火情况,严重的应予更换新的;
(3)检查并用千分尺测量轴承与轴安装结合处间隙,并记录测量结果,常规配合尺寸外圆应该加0.02-0.05mm,超出范围应进行修复;
(4)新轴承装配前必须保持清洁;
(5)需要加注润滑脂的轴承,注入量应为轴承空腔的一半;
(6)压入法装配轴承时,压具和轴承体之间必须采用专用套或棒,敲击安装时同样采用,以免损伤轴承;
(7)轴承内外圈端面一般应靠近轴肩和内孔肩,圆锥和推力轴承一般不大于0.05mm,其它不大于0.1mm;
(8)轴承安装后外圆与壳体内孔应接触均匀,一般过盈量在0.02-0.05mm之间;
(9)用油加热或轴承加热器热装轴承时,温度不高于120℃;
(10)没有安装方向的轴承应将印有型号一端向外,以便查看;
(11)在轴两端装配径向不可调节的向心轴承,并且轴向位移遇两端压盖限定时,一端靠紧,另一端必须留有轴向间隙:计算公式如下:
C=0.000011×(80-t)L﹢0.15(其中L为轴长,t为室温)
(12)角接触轴承轴向游隙一般为0.04—0.1mm,圆柱(圆锥)滚子轴承轴向游隙一般为0.05—0.18mm;

三、减速机维修齿轴的检修:
(1)有拉扒器和压力机将齿轮拆卸掉,清洗干净;
(2)对齿轮径向跳动进行测量,允许范围为:0.02—0.05mm;
(3)观察齿轮齿表面磨损情况及有无变形、退火、斑点、掉皮等现象;
(4)对磨损严重、测量尺寸超过允许范围的应予更换;
(5)新齿轮装配时,齿轮孔与轴必须符合要求,齿轮基准面与轴肩(或定位套端面)应贴合,齿轮基准面与轴线要垂直;
(6)相互啮合的圆柱齿轮副的轴向错位应符合标准,当齿宽B≤100mm时,轴向错位应小0.05B,当B≥100mm时,轴向错位应小于5mm;
(7)圆锥齿轮应按照加工配对对号安装;

四、减速机壳体检修:
(1)首先对壳体内部用煤油进行清洗,观察有无裂纹或脱落现象;
(2)用百分表测量壳体内装配轴承内孔尺寸并做记录,一般椭圆度、圆锥度应小于0.03Mm,内经尺寸小于零线0—0.02mm(正常轴承外圆尺寸公差为零线);
(3)测量超差或已损伤的壳体,应予修复或者更换;
(4)减速机在安装时所有零部件应清洗干净,装配顺序与拆时相反;
(5)装输出部分,将轴外表面涂油或清洁剂,轴承在压入轴后轴承内圈必须紧贴轴肩或定位套,间隙不得大于0.05mm;
(6)装入齿轮时,齿轮端面与轴肩间隙不大于0.1mm;
(7)挡油盘应平整完好,内圈与轴定好后,外圈与箱体必须保持一定间隙(2—3Mm);
(8)装中间轴部分,首先将固定端的轴承压入壳体,然后按顺序把齿轮、中间隔套放入,***后将另一端压好轴承的轴校对下面齿轮键槽后一并压入到位。测量配装压盖与轴承外圈端面尺寸,间隙一般为:C=0.000011×(80-t)L﹢0.1(其中L为轴长,t为室温);
(9)装输入部分,先把固定端的压盖装好,压入该端轴承,再把齿轮和隔套按顺序放好,然后将另一端压好轴承的轴一并压入。测量另一端尺寸,配装压盖正常轴向跳动间隙不大于0.05—0.1mm;
(10)齿轮接触斑点沿齿高方向不小于45%,沿齿长方向不小于60%,接触均匀,位置接近齿面中间部分;
(11)减速机加入新油,牌号要统一,不得混用,油面位置应该在标尺观察孔中部;
(12)然后压入皮带轮,固定螺栓必须配装止退垫或防栓锁片;
(13)壳体结合面必须涂密封胶,紧固螺栓拧紧力矩应符合以下标准值:M1050NmM1280NmM16190NmM20420NmM24650NmM301300NmM362300Nm
(14)减速机保养换油时将旧油全部放尽,换油间隔时间顺序应为:首次500h,第二次为3个月,第三次为6个月,第四次为1年;
减速机维修工作的最后一步是装好减速机,装配前检查设备及其零件的外观质量,如有缺陷应及时处理。检查各零件间配合面是否符合要求,在配合面上涂少量油脂,防止锈蚀。检查各部件的联接是否符合要求,紧固螺栓和紧定套的大小是否符合要求。将减速机在机座内固定好,装配前应注意将轴承和轴承座紧固在机座内。装配时应注意检查齿轮及齿轮啮合侧隙、轴与轴的同心度、轴承的同心度,若不符合要求,可进行调整或更换。
 全国服务热线
全国服务热线